
波峰焊溫度曲線圖介紹
2015-03-17(6410)次瀏覽
在預熱區內,電路板上噴涂的助焊劑中的溶劑被揮發,可以減少焊接時產生氣體。同時,松香和活化劑開始分解活化,去除焊接面上的氧化層和其他污染物,并且防止金屬表面在高溫下再次氧化。印制電路板和元器件被充分預熱,可以有效地避免焊接時急劇升溫產生的熱應力損壞。電路板的預熱溫度及時間,要根據印制板的大小、厚度、元器件的尺寸和數量,以及貼裝元器件的多少而確定。在PCB表面測量的預熱溫度應該在90~130℃之間,多層板或貼片套件中元器件較多時,預熱溫度取上限。預熱時間由傳送帶的速度來控制。
更多精彩
更多精彩
更多精彩
更多精彩
更多精彩
更多精彩
更多精彩
更多精彩
更多精彩
更多精彩
更多精彩
更多精彩
更多精彩
更多精彩
更多精彩
更多精彩
更多精彩
更多精彩
更多精彩
更多精彩
更多精彩
更多精彩
在預熱區內,電路板上噴涂的助焊劑中的溶劑被揮發,可以減少焊接時產生氣體。同時,松香和活化劑開始分解活化,去除焊接面上的氧化層和其他污染物,并且防止金屬表面在高溫下再次氧化。印制電路板和元器件被充分預熱,可以有效地避免焊接時急劇升溫產生的熱應力損壞。電路板的預熱溫度及時間,要根據印制板的大小、厚度、元器件的尺寸和數量,以及貼裝元器件的多少而確定。在PCB表面測量的預熱溫度應該在90~130℃之間,多層板或貼片套件中元器件較多時,預熱溫度取上限。預熱時間由傳送帶的速度來控制。如果預熱溫度偏低或預熱時間過短,助焊劑中的溶劑揮發不充分,焊接時就會產生氣體引起氣孔、錫珠等焊接缺陷;如預熱溫度偏高或預熱時間過長,焊劑被提前分解,使焊劑失去活性,同樣會引起毛刺、橋接等焊接缺陷。為恰當控制預熱溫度和時間,達到佳的預熱溫度,也可以從波峰焊前涂覆在PCB底面的助焊劑是否有粘性來進行判斷。
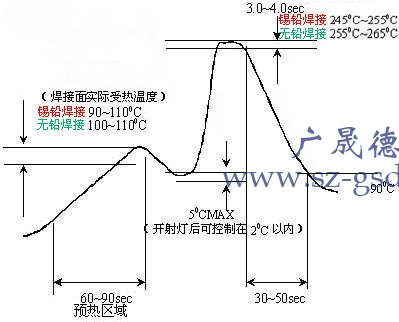
合格溫度曲線必須滿足:
1: 預熱區PCB板底溫度范圍為﹕90-120oC.
2: 焊接時錫點溫度范圍為﹕245±10℃
3. CHIP與WAVE間溫度不能低于180℃
4. PCB浸錫時間:2--5sec
5. PCB板底預熱溫度升溫斜率≦5oC/S
6. PCB板在出爐口的溫度控制在100度以下
各區域溫度與持續時間同樣是由設備各區溫度設定、熔融焊料溫度與傳送帶的運行速度來決定的。波峰焊溫度曲線測量仍然需要通過測試手段確定,其基本過程也與回流曲線測定類似。由于PcB的正面(頂面,Top—orBoard)一般貼裝密集,因此溫度曲線可只檢測頂面溫度。測試時,首先確定傳送帶速度,然后記錄試驗板頂面至少三個點的溫度。反復調整加熱器溫度值使各點溫度達到設定的曲線要求,后再進行實裝測試并進行必要的調整。在編制工藝文件時,除了記錄加熱溫度曲線設定之外,一般還要記錄焊劑及其徐布工藝參數(泡沫高度、噴射角度、壓力、密度控制要求以及焊劑情理等),焊料波參數、焊料撿測和撤渣要求等,這些都是波峰焊的主要工藝參數。
最新資訊
-

新能源逆變器智能生產線價格多少錢
新能源逆變器智能生產線的價格因多種因素而異,包括生產線的規模...
-

新能源儲能逆變器智能生產線有哪些
新能源儲能逆變器智能生產線是一種集成了高度自動化、智能化技術...
-

激光焊接機器人焊接方式
激光焊接機器人的焊接方式主要依賴于激光束作為熱源,通過聚焦激...
-

儲能逆變器智能生產線的技術特點
儲能逆變器智能生產線的技術特點主要體現在以下幾個方面:
4000-599-111
服務熱線:4000-599-111
聯系電話:13682445197
公司傳真: 0760-85286527
公司郵箱:hubao@sz-gsd.com
公司地址:翠亨新區香山大道34號西灣國家重大儀器科學園2號501




 4000-599-111
4000-599-111